隨著汽車行業向電動化、智能化方向快速發展,圓形汽車連接器作為關鍵電子元件,廣泛應用于車載傳感器、電池管理系統、充電接口、ECU(電子控制單元)等場景。傳統人工組裝存在效率低、一致性差、易損傷精密部件(如端子、絕緣體)等問題,難以滿足高精度、大批量生產需求。
圓形汽車連接器自動化組裝機應運而生,通過高精度機械、智能傳感與程序化控制技術,實現端子壓接、殼體裝配、密封圈安裝、電氣測試等全流程自動化,顯著提升生產效率與產品可靠性,符合汽車行業IATF 16949質量管理體系要求。
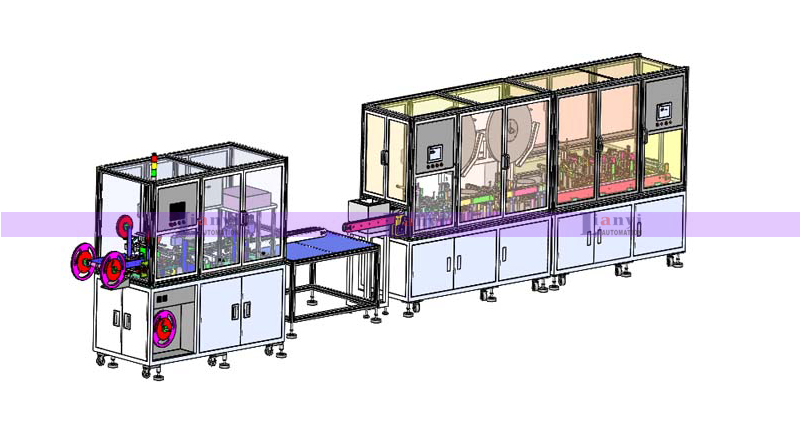
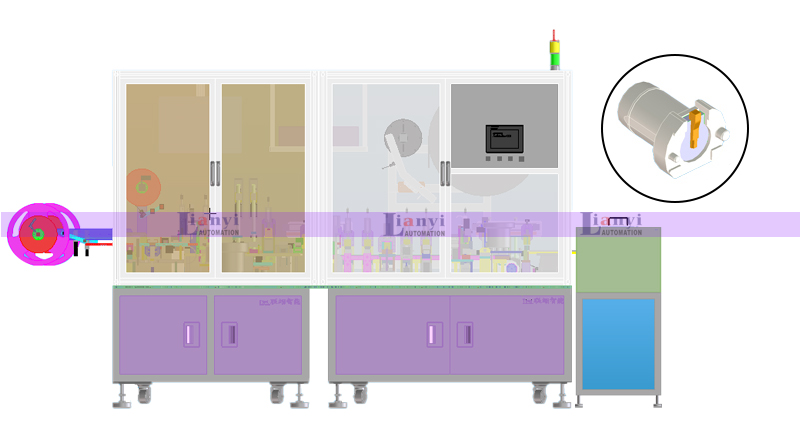
圓形汽車連接器的自動化組裝基于模塊化流水線設計,核心流程如下:
1.1、精密供料與分揀
1.1.1、端子與殼體供料:振動盤或料帶輸送端子(銅合金材質),機械臂抓取殼體(金屬/工程塑料)并定位至組裝工位。
1.1.2、視覺分揀:通過CCD相機檢測端子尺寸、殼體螺紋完整性,剔除變形或污染部件。
1.2、端子壓接與絕緣體裝配
1.2.1、壓接工藝:伺服壓機將端子精準壓入絕緣體插槽,確保接觸電阻≤5mΩ,壓接力誤差≤±1%。
1.2.2、絕緣體固定:機械手安裝絕緣體至殼體內部,采用熱鉚或超聲波焊接固定,防止松動。
1.3、密封與殼體封裝
1.3.1、密封圈安裝:硅膠/橡膠密封圈通過真空吸嘴吸附,嵌入殼體凹槽,確保IP67/IP68防護等級。
1.3.2、螺紋鎖緊:多軸機械臂旋緊金屬外殼與連接器主體,扭矩控制精度達±0.1N·m。
1.4、電氣性能與氣密性測試
1.4.1、導通測試:探針接觸端子,檢測電路通斷、絕緣電阻(≥100MΩ)及耐壓性能(如500V/60s)。
1.4.2、氣密性測試:充氣加壓至額定值(如1.5Bar),檢測泄漏率是否達標(≤0.05mL/min)。
1.5、分揀與包裝
1.5.1、良品由傳送帶輸出并自動計數,不良品分類剔除;
1.5.2、機械臂將連接器裝入防靜電包裝袋或定制托盤,貼標后入庫。
2.1、高精度供料系統
2.1.1、振動盤與直線送料器:定向排列端子、螺絲等小型零件。
2.1.2、六軸機械臂:負責殼體抓取、定位及多角度裝配。
2.2、壓接與封裝模塊
2.2.1、伺服壓接機構:精密控制端子壓接深度與力度,防止過壓或接觸不良。
2.2.2、扭矩可控電批:確保螺紋旋緊力矩符合工藝標準。
2.3、檢測系統
2.3.1、機器視覺模塊:檢測端子位置、殼體劃痕及密封圈完整性。
2.3.2、電氣測試儀:集成高壓發生器與微歐計,實現全自動電氣性能檢測。
2.4、控制系統
2.4.1、PLC+工控機:協調各機構動作,支持參數設定、數據存儲與故障診斷。
2.4.2、HMI人機界面:實時顯示生產狀態、良率統計及報警信息。
3.1、操作安全
3.1.1、設備運行前確認安全光柵、急停按鈕功能正常,禁止將工具伸入運動區域。
3.1.2、操作人員需佩戴防靜電手環,避免靜電損傷精密電子元件。
3.2、工藝參數設定
3.2.1、根據端子材質(如磷青銅、黃銅)調整壓接力與行程,避免材料變形。
3.2.2、不同規格密封圈需匹配對應的氣壓吸附參數,防止脫落或破損。
3.3、日常維護
3.3.1、每日清潔振動盤軌道、傳感器鏡頭,避免金屬碎屑或粉塵干擾供料精度。
3.3.2、每周潤滑機械臂導軌、檢查氣路密封性,確保氣壓穩定(0.5-0.7MPa)。
3.3.3、每月校準電氣測試儀與扭矩電批,保證檢測結果準確性。
3.4、異常處理
3.4.1、頻繁卡料:檢查供料機構是否對齊,或端子/殼體尺寸超公差。
3.4.2、氣密性測試失敗:排查密封圈安裝工位精度或殼體螺紋損傷。
3.4.3、電氣測試異常:清潔探針接觸點,檢查絕緣體裝配是否到位。
3.5、環境要求
3.5.1、工作環境溫度建議20-25℃,濕度40-60%,避免溫濕度波動影響精密部件性能。
3.5.2、設備需接地良好,遠離強電磁干擾源。
4.1、提升效率:單機產能可達800-1200件/小時,較人工提升5倍以上。
4.2、保障質量:良品率≥99.5%,滿足汽車行業“零缺陷”要求。
4.3、靈活適配:通過更換夾具與程序,兼容不同型號(如M12、M16、M23系列)連接器生產。
該設備是汽車電子制造領域實現智能化、標準化生產的核心裝備,助力企業應對快速迭代的市場需求與嚴苛的質量挑戰。